
Die forging hammer according to equipment, mold structure and process characteristics can be divided into a variety of forms, each form is suitable for different parts types:
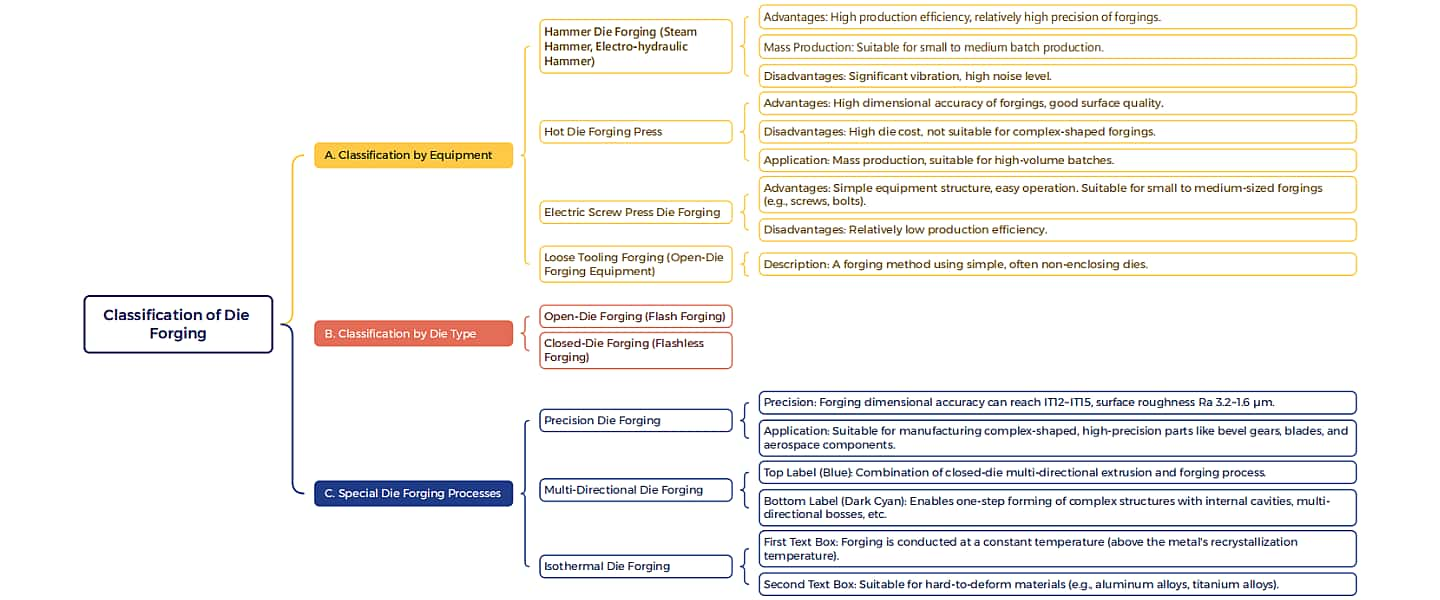
1. Forging on hammer (steam hammer, electro-hydraulic hammer)
Advantages: high production efficiency, high forging precision.
Mass production: suitable for medium and small batch production
Disadvantages: large vibration, high noise.
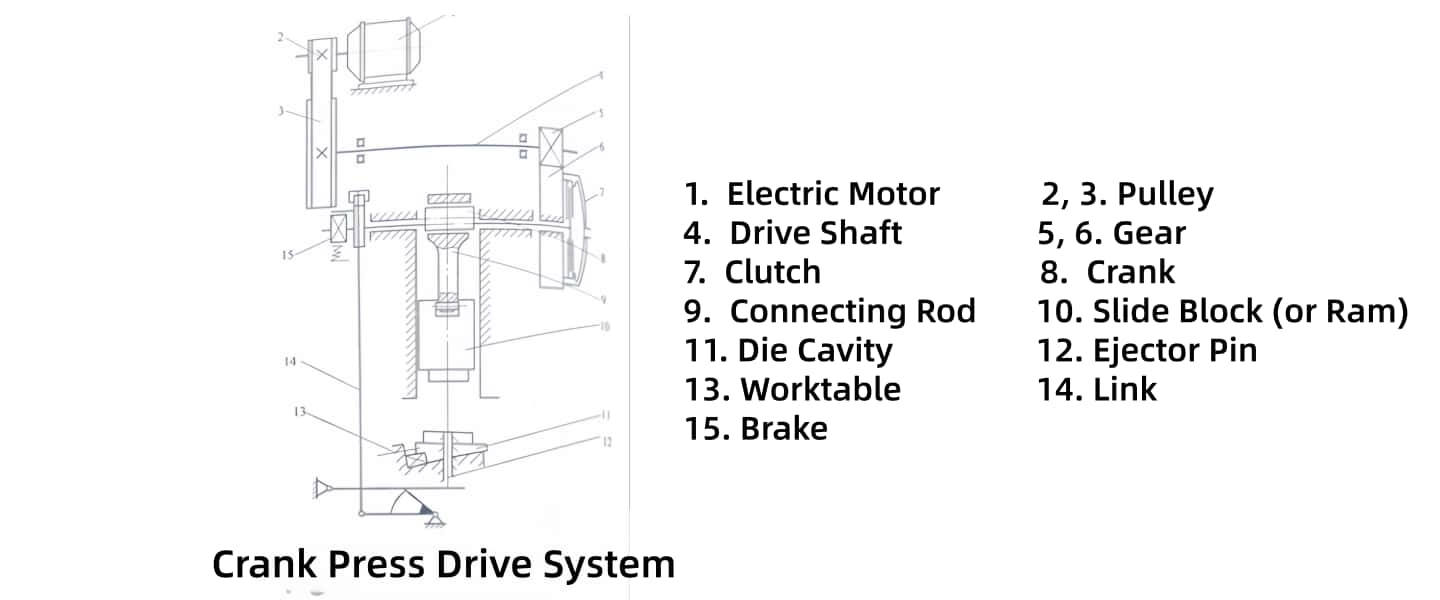
2, hot die forging press (crank press, hydraulic press)
the advantage are high precision of forging size and good surface quality.
Disadvantages: die price is high, not suitable for complex shape forgings.
Mass production: suitable for large production batches.
3, electric screw press die forging
Advantages: The equipment structure is simple and easy to operate. Suitable for medium and small forgings (such as screws, bolts).
Disadvantages: Production efficiency is relatively low.
4. Die forging (open forging equipment)
A method of forging using simple, usually non-closed dies.
1. Open die forging (with flash forging)
2, closed die forging (no flash forging)
1. precision forging
Accuracy: forging size accuracy up to IT12 ~ IT15, surface roughness Ra 3.2~1.6 μm.
Applications: Suitable for manufacturing complex, high-precision parts, such as bevel gears, blades and aerospace components.
2. multi-directional forging
Multidirectional extrusion of closed die cavity is combined with forging direction.
The complex structure with inner cavity and multi-directional boss can be formed in one step.
3. Isothermal forging
Forging is performed at a constant temperature (above the recrystallization temperature of the metal). Suitable for difficult deformation materials (such as aluminum alloy, titanium alloy).
Brief summary:
Smaller forging tonnage on hammer, suitable for medium and small forgings;
Forging press tonnage covers a wide range, can meet large-scale batch production;
Electric screw press tonnage medium, suitable for medium and small forgings of medium and small batch production.

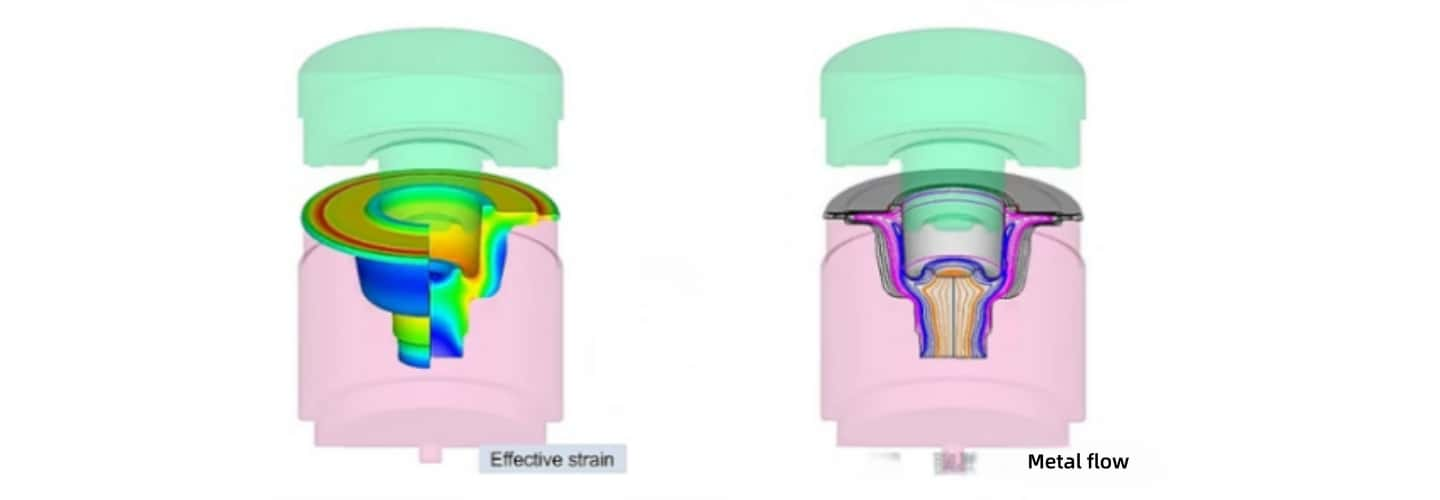
Compared to traditional open-die forging, the die forging process offers significant technical advantages, primarily reflected in the following aspects:
Die forging uses dies to precisely shape metal blanks, resulting in forgings with accurate dimensions and minimal machining allowance. Dimensional tolerances can be controlled within ±0.5 mm, and surface roughness can achieve Ra ≤ 12.5 μm, which is superior to open-die forging (≥ ±2 mm).
The forging flow lines inside die-forged parts are distributed along the contour of the forgings, thereby enhancing the mechanical properties and service life of the components. Multi-directional die forging can increase yield strength by 33%, shear strength by 22%, and elongation by 8.5%.
The die forging process offers high production efficiency, low labor intensity, and is easy to mechanize, making it suitable for mass production. Material utilization can reach 70%–85%, representing a significant improvement over traditional processes. The production workflow is greatly simplified, allowing complete forming in a single heating cycle, thereby avoiding multiple forging, trimming, and other steps.
Compared with free forging, die forging applies continuous and controlled pressure to ensure complete consolidation of the workpiece material, eliminate internal pores and refine the grain structure of the metal to prevent surface cracking.
Summary: Good quality, high efficiency, low cost, material saving .
| Comparison Dimension | Die Forging | Open-Die Forging | Casting |
| Material Utilization | 50%~70% (Closed-die can reach 70%+) | 30%~40% | 40%~50% |
| Dimensional Accuracy | High (GB/T 698-2011) | Low | Medium |
| Mechanical Properties | Excellent in both strength & toughness | Medium (due to discontinuous grain flow) | Weak (prone to casting defects) |
| Production Efficiency | High (suitable for automated mass production) | Low (labor-dependent) | High (easier to mass produce) |
| Applicable Scenarios | Batch-produced complex & critical parts | Single-piece, large components | Batch-produced simple parts |
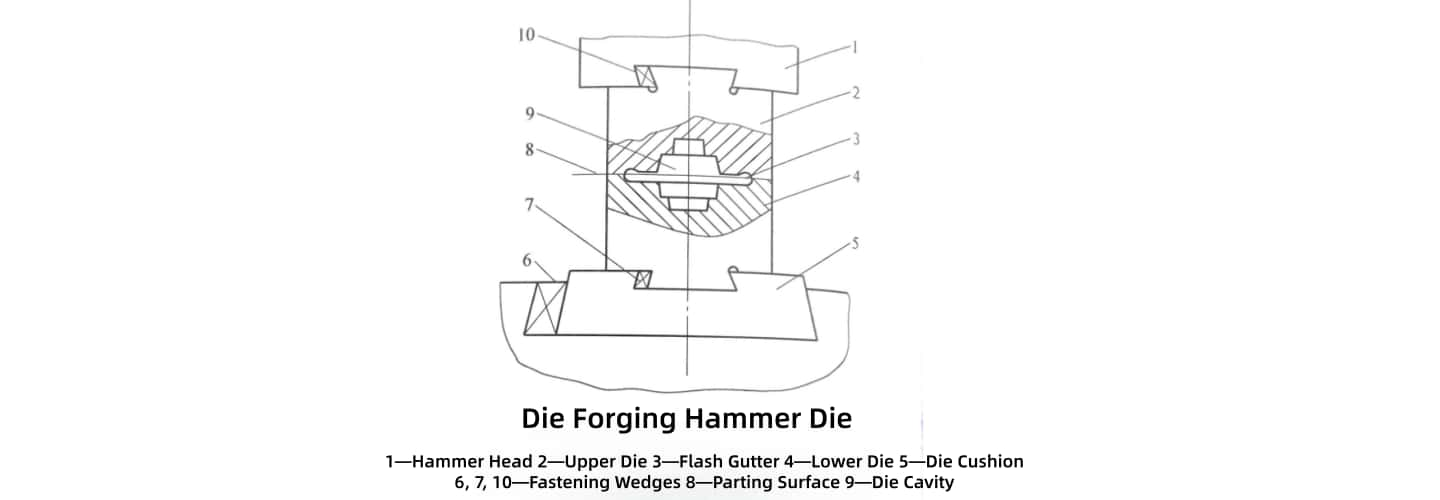
Referring to the figure below, die boring 9 is divided into two types, one is pre-forging die boring, and the other is final forging die boring; while the former mainly includes drawing, rolling, bending and cutting die boring (for pre-forging of complex structures).
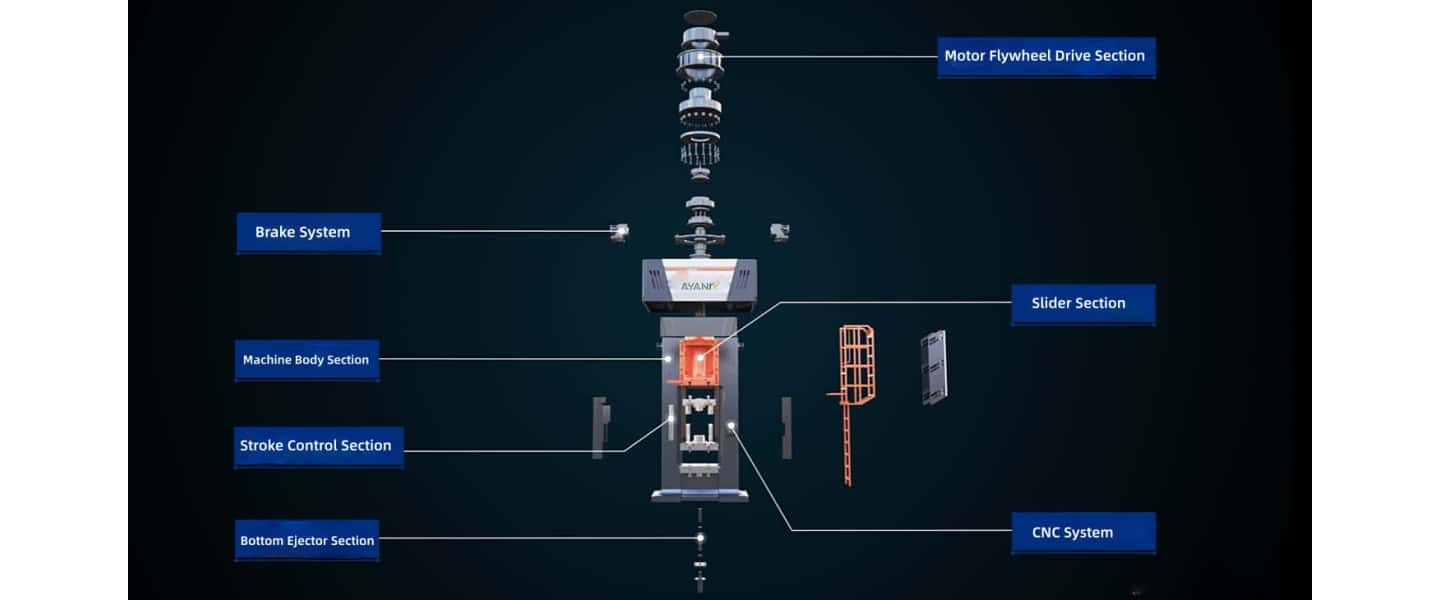
Schematic diagram of electric screw press and crank press :
Forging dies are relatively simple in structure, mainly consisting of an upper die, a lower die, a die holder, a guiding system, and an ejection system. The core components and their functions are as follows:
| Component | Core Function | Material Selection |
| Upper Die / Lower Die | Contains the die cavity, directly forms the forging shape. The upper die moves down with the equipment slider, the lower die is fixed to the die holder. | H13 hot work die steel (Yield strength 1570 MPa), 4Cr5MoSiV1 |
| Die Holder | Supports the upper and lower dies, ensures guiding accuracy, transmits equipment load. | Die steel or alloy steel, requires sufficient rigidity. |
| Guiding System | Guide pillar + guide bushing, ensures precise alignment of upper and lower dies, avoids eccentric load damage. | High-hardness alloy steel, mating clearance ≤ 0.05mm. |
| Ejection System | Ejector pin, ejection plate. Ejects the forging from the die cavity after forging, suitable for parts with holes or complex shapes. | Usually the same material as the die core, with slightly higher strength. |
| Flash Gutter (Flash Land) | Essential for open-die forging. Located on the parting surface, guides excess metal to form flash, cushions deformation force. | Designed at the edge of the die cavity. Width 5-10mm, depth 2-3mm. |
While die forging offers advantages such as simple die design, lower equipment investment, and good quality, it is associated with significant vibration, high noise levels, and relatively low efficiency due to the multiple hammer blows required to form complex structures. As shown in the figure below, the forming of this part requires eight steps:
This article primarily introduces the advantages of die forging, common types of equipment, the forming principles, and a simple die forging case. Understanding die forging can serve as a reference for later product design optimization—selecting suitable equipment based on the principles and choosing appropriate structures based on the equipment.
If you have a product and are unsure about equipment selection, please send your product drawings or dimensions. Our technical team at AYANK FORGING can assist you with forging process design and equipment selection.




Receive the news that you are interested in.