
In the field of high-end forging equipment, the forming of complex structural forgings has always been a technical challenge. Traditional forging processes often involve numerous steps, significant material waste, and difficulty in ensuring precision. The emergence of the Y16A Flexible Multi-Directional Forging-Hydraulic-Press, characterized by "single-step forming, precision, and high efficiency," is becoming a core process in critical sectors such as aerospace, nuclear power, and deep-sea engineering.
I would like to share the application and related cost-reduction cases of AYANK FORGING's Multi-Directional Forging-Hydraulic-Press:

I. Introduction to Multi-Directional Die Forging
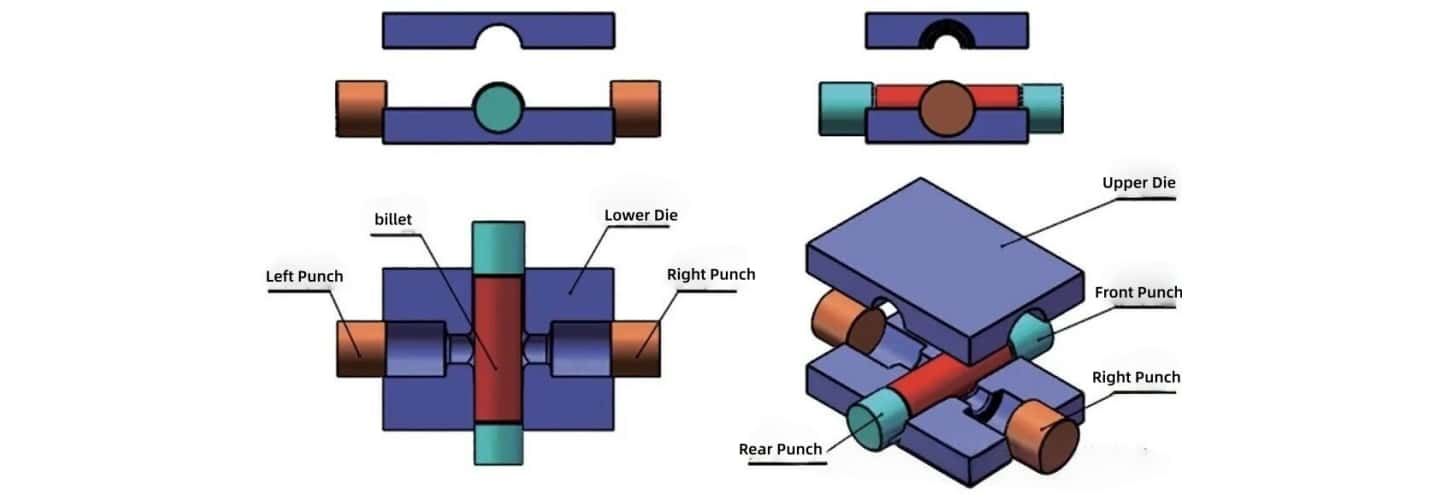
Definition: Multi-directional die forging, also known as multi-plunger die forging, is a precision forging process performed on specialized multi-directional die forging hydraulic presses. It involves applying pressure simultaneously or sequentially to a metal billet within a closed die cavity using multiple punches from different directions (e.g., vertical, horizontal). This process combines the mechanisms of extrusion and die forging deformation, enabling the complex component to be formed in a single heating and single operation. In essence, it is an integrated process that merges extrusion and die forging.
Core Advantages:
High Material Utilization: Eliminates flash waste compared to open-die forging. Forgings can be designed as hollow structures, saving 30%-50% of metal.
Excellent Forging Performance: The fiber structure aligns with the forging contour, providing superior mechanical properties. Strength can be increased by over 30%.
Wide range of materials: blank material deformation under three-dimensional compressive stress, process plasticity improved, especially suitable for high alloy steel and special alloys and other difficult deformation materials forming.
High forging efficiency: the number of steps is reduced by 50% compared with ordinary die forging, and the forging time is greatly shortened.
Wide range of products: hollow frame, solid and hollow forgings, fork forgings, cylindrical parts, various valve bodies, pipe joints and shaft forgings of various alloys
Conclusion: Material saving, good quality, less processing and high efficiency
Challenges faced by the application:
Equipment initial investment is high: the cost of special multi-directional forging hydraulic press is higher than that of ordinary one-way hydraulic press, and the early cost pressure of small and medium-sized enterprises is large;
Complex mold design and manufacturing: multi-directional mold opening and closing structure, high precision requirements for synchronous pressure, mold development cycle is slightly longer;
Limited adaptation scenarios: more suitable for medium and large batches of complex components, low cost performance for small batch production.
II. Multi-Directional Forging Equipment
Multi-directional die forging hydraulic presses are categorized into three types based on nominal pressure: Small/Medium, Large, and Extra-Large.
| Nominal Press Capacity | Suitable Forging Types | Core Application Scenarios |
| 315T-1000T (Small/Medium) | Small valve bodies, pipe fittings, special-shaped small parts | Plumbing & hardware, general machinery, civilian pipe fittings |
| 1250T-3000T (Medium) | Medium tee fittings, automotive steering knuckles, hydraulic components | Automotive parts, engineering machinery, general hydraulics |
| 4000T-8000T (Large) | Large valves, small aerospace components, petroleum pipe fittings | Oil & gas energy, aerospace, high-end engineering machinery |
| 10000T+ (Extra-Large) | Aero-engine components, large nuclear/wind power components | Aerospace, nuclear power, wind power, defense |

III. Common Market Applications
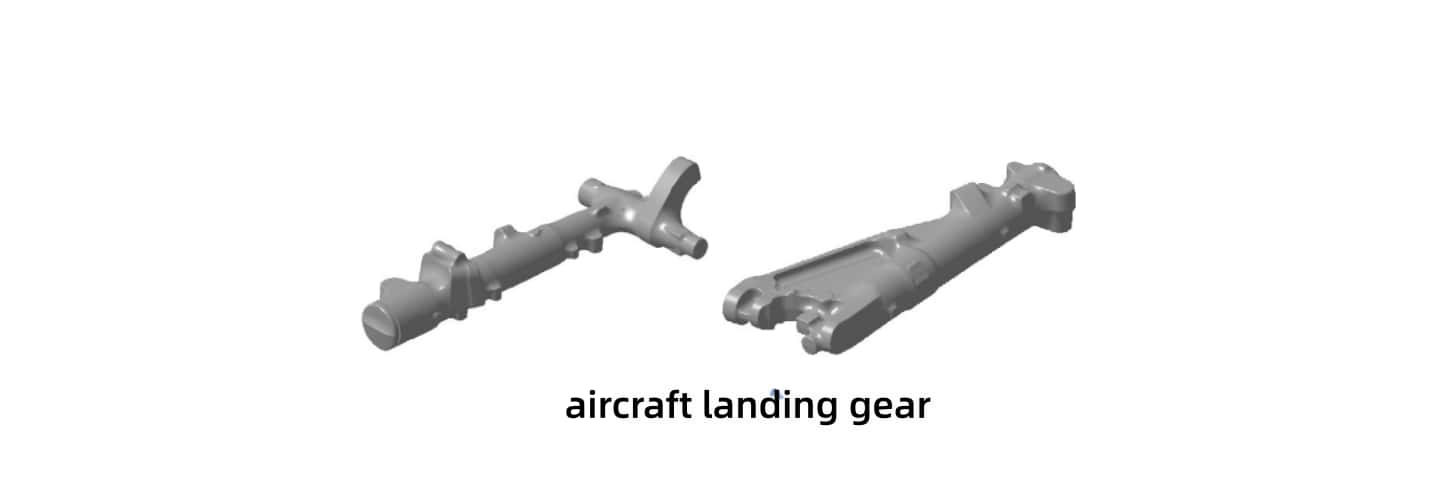
Aerospace Sector: Aircraft landing gear components, engine mounts, hydraulic line tees, and complex-shaped load-bearing components, meeting requirements for high strength, lightweight design, and high reliability;
Oil and gas energy field: high-pressure valve body, three-way pipe fittings, wellhead equipment accessories, suitable for high-pressure, corrosion resistance, high sealing precision conditions;

Automobile manufacturing field: transmission shaft, aluminum alloy axle housing and other lightweight parts. After adopting multi-directional forging, the material utilization rate is increased by 30%, and the yield strength is increased by 33%.

Engineering machinery and military field: hydraulic system accessories, high-strength connectors, military equipment special-shaped components, giving consideration to durability and precision;
IV. Cost-Reduction Case Study
Project Background:
Small (DN25) socket weld gate forging. Blank weight: 2.89 kg, rough forging weight: 2.5 kg, flash weight: 0.39 kg. Current material utilization rate: 86.51%.
Project Cost-Reduction Targets: Blank weight: 2.2 kg, rough forging weight: 2.2 kg, flash weight: 0 kg, material utilization rate: 99%. Concurrently, reduce machining volume, increase production efficiency by 20%, and lower machining costs by 20%.
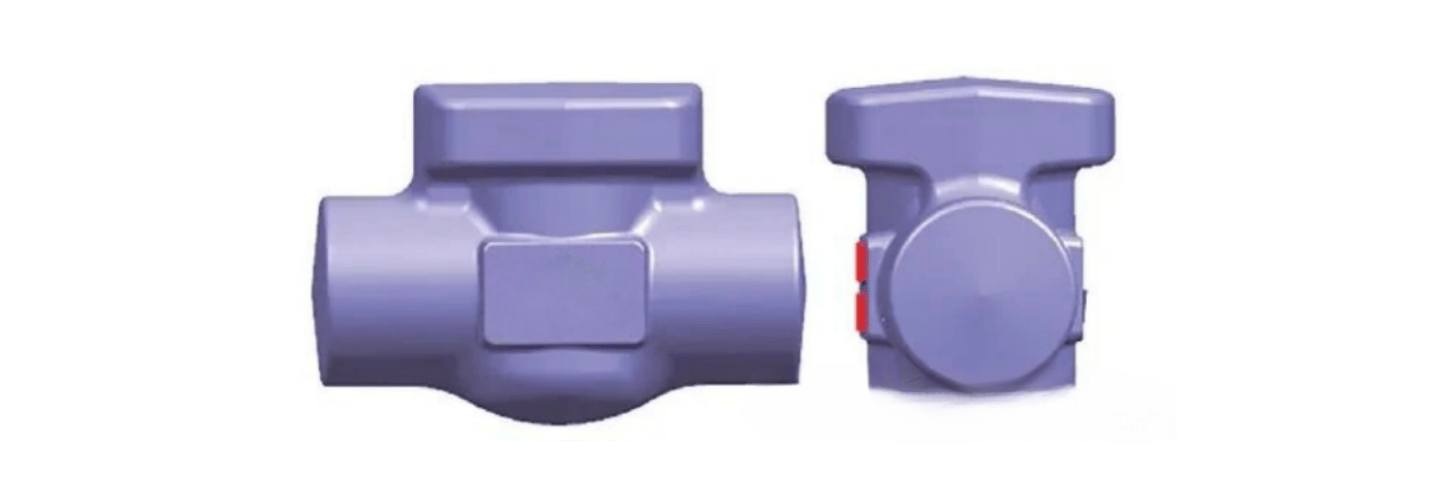
3D Valve Structure:
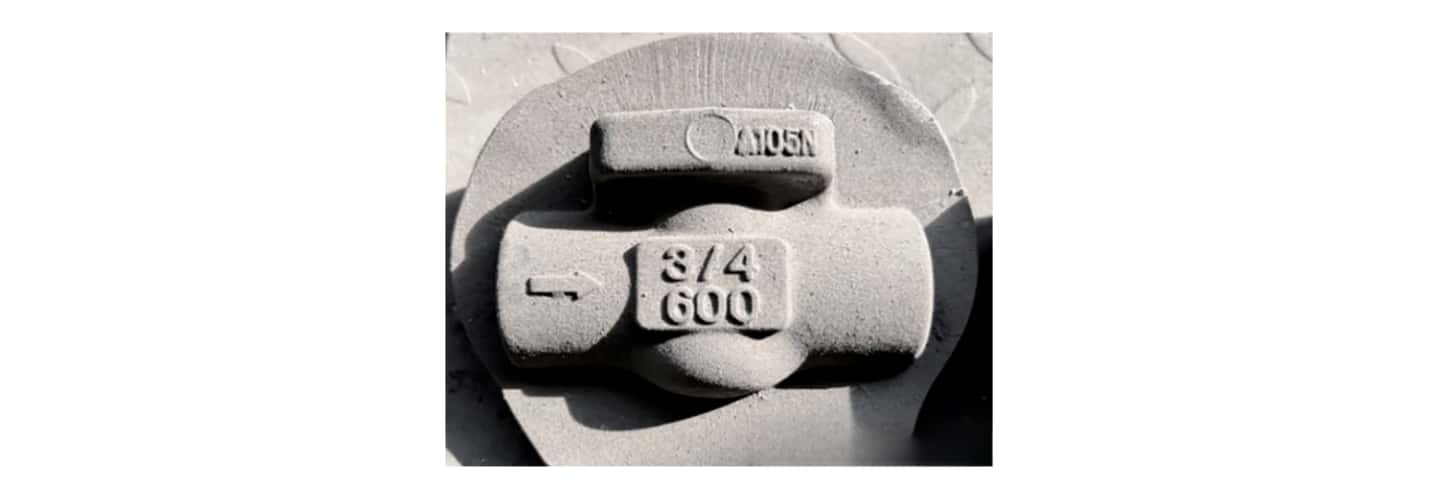
Flash-Containing Rough Forging:
Solution Analysis:
Basic Information: The material used is A105 carbon steel. The forging structure is shown in the 3D diagram. The total forging length is 115mm, weight is 2.51kg, and the forging ratio is 1.75, with data based on NB/T 47008-2017 (JB/T 4726).
Optimized Process Concept: Utilizing multi-directional forging for optimization can eliminate flash and incorporate groove structures, thereby reducing machining volume. It effectively removes oxide scale, ensures forging appearance, and minimizes subsequent grinding.
Process Route Optimization Comparison:
Previous process: Blanking → Heating → Upsetting → Forging → Trimming → Shot blasting → Heat treatment (7 steps)
Improved process: Blanking → Heating/Descaling → Multi-directional forging → Stamping marking → Shot blasting → Heat treatment (6 steps)
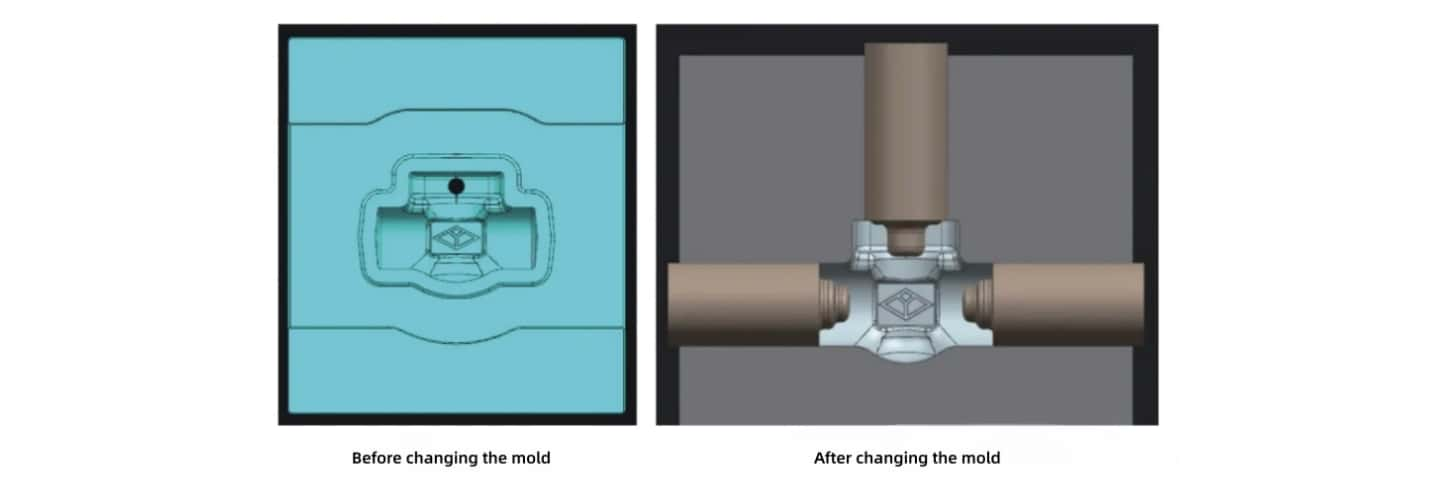
Mold Comparison:
Current mold: A single-block mold designed with one cavity, an ejection hole, a flash groove, and compatible with robotic arms for automated production. The mold material is T91 with a heat treatment hardness of 42 HRC.
Optimized mold: A punch cavity is machined, and punches are integrated from the left, right, and top directions, connected to the equipment. After punch extrusion, a sealed cavity is formed with the mold cavity. The punch features a piercing protrusion. The material for designing this protrusion is 5CrNiMo, with a heat treatment hardness of 43 HRC.
Function of the Piercing Protrusion:
1.Forms the hollow part of the forging.
2.Ensures complete filling of details such as trademarks and forging marks in the cavity, preventing underfilling.
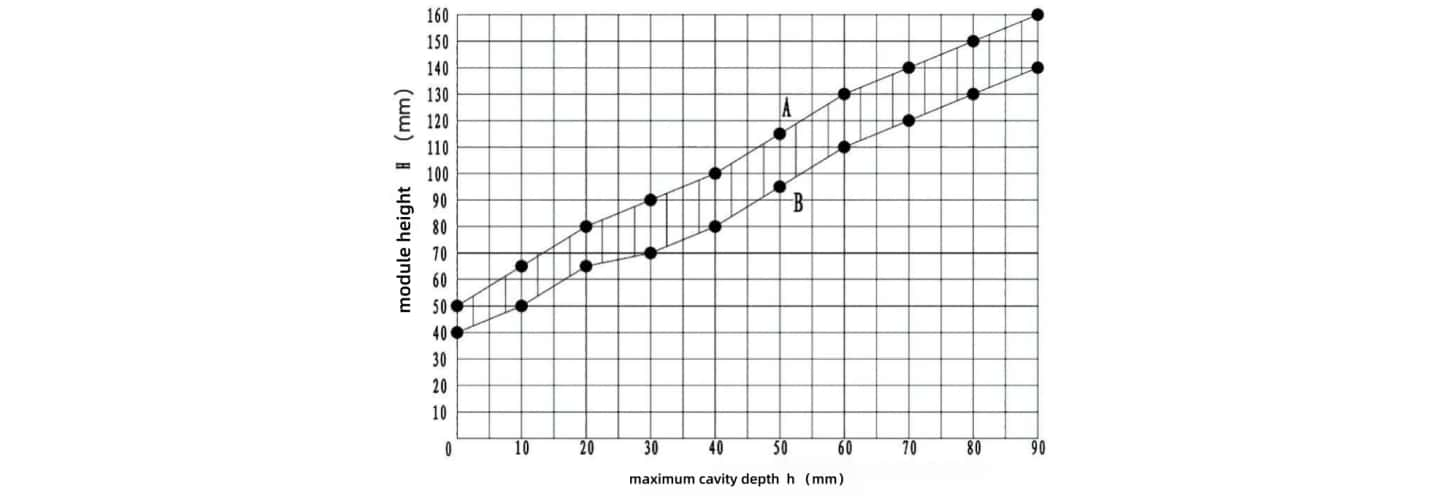
Cavity Depth Changes:
Forging Blank Differences:
![]()
Test results: Appearance quality inspection: smooth, no crack, no fold, no pitting, oxide scale adhesion and other defects;
Accuracy measurement of size: meet drawing requirements;
Mechanical properties test: tensile, impact, hardness meet the forging performance requirements;
Nondestructive testing: ultrasonic testing without defects;
Cost: Achieving Goals

Receive the news that you are interested in.